Morgan
-
Posts
84 -
Joined
-
Last visited
-
Days Won
4
2 Followers


Morgan's Achievements
")
Newbie (1/14)
5
Reputation
-
No Demon is stuck fixing a broken motor that UPS dropped. From this point forward, I would really appreciate everyone stay out of this transaction between Demon Industries and Alec Popp. Thanks for your cooperation.
-
First off who are you? Don't hide behind a screenname if you are going to question my or my business' integrity. Not once in the 15 years of doing this have I ever done anything intentionally nor have I taken off with anyone's money. Alec Popp is my first negative feedback since Demon Industries has been in business. There are 2 sides to every story, and I have no problem owning up to the fact that I bit off more than I could chew. Some was my doing, some was not my doing. I left everything I have ever known to move myself and my shop to another city including my family, my home, and most of all my fiance inorder to make Demon Industries go. Why did I move? To be closer to the machinist who has helped me the most in my career. Alec Popp's motor took to long. It's that simple. Is he telling the full truth? In my opinion, no. Am I tired of hearing about him posting on this site, Facebook, TRX450R.org, QuadForce, etc? Yep, you bet. Did I do what it took to get his motor done, and in a reputable power number, yes. I took the time to wrap everything seperate of the motor so it was not smashed by the motor. I shipped the motor in a standard size tote that we use because the cooler he sent was cut out because the motor would not fit in it in the original configuration, so was I suppose to wedge it in there and scratch the motor up? Nope. Why did I not buy a new cooler? Good question. Reason because I ate LOTS of money on this build. I charged Alec $200 for the labor to build the motor. And another $100 to tune the motor. Please find me a builder that will build a complete motor, and tune it for $300. Let's not forget that I pulled every bearing out of the cases so that they could be powdercoated for the same money. Put it in a chassis, tuned it, and removed it from the chassis for $100. He sent a DASA pipe to get powdercoated, not in the original quote. No end cap in the package, no sweat ordered a new one from DASA ($79) my cost. Didn't pay to PC the pipe or end caps, so sweat ($80). Didn't pay for the 5 gallons of VP C-12 to tune the motor, no sweat ($60). Didn't pay for the adjustable cam gear used in the motor, no sweat ($36). Didn't pay to have the wideband 02 bung welded into the pipe, no sweat ($25). Dyna ignition he sent did not work, no spark on a brand new Dyna programmable igntion, but starts fine with a stock CDI. No sweat, I'll program my personal Dyna and send it so he can ride. Didn't pay to ship the motor, no sweat ($75). Didn't pay for shipping on the other parts of the build (pipe, carb, ignition, spare parts), no sweat $25 for 2 seperate boxes. Now, with all the prices that you see that I ATE, please tell me why I would damage a motor to cause myself more heartache that myself and Alec have put Demon Industries through? If you continue to post what you think happened, and continue to take shots at my company, I will turn this over to my lawyer for a Defamation Lawsuit. Catch my drift?
-
Try to get the cam info up sometime this week.
-
Install your head assembly with the motor on TDC and install the cam gear and cam chain with the lines level with the arrows on the cam tower. Install the cam gear bolts and the timing chain tensioner, extend the tensioner to ensure it doesn't skip timing when you roll it over. With your 8mm allen you used eariler, roll the motor over slowly 2-3 full rotations. Remove the head in the opposite order you installed it, and we are now ready to see what we have for Piston to Valve clearance. When the head is removed you will be able to see that the valves have left their indentions in the modeling clay. Take note of the outer edge to make sure the valves are inside the valve pockets and not hitting. Next, cut the clay in half from intake to exhaust not from intake to intake. Dished valves must be checked against the lowest point at the rear of the valve relief. The center will give you a false reading. Take your calipers and measure the piece that is still on the piston and record. The absolute bare minimum is .050 on the intake and .070 on the exhaust. With this DASA LL piston our intake was .075 and the exhaust was at .096, adequate room on both sides, with slightly more to allow for even more to be cut off the head safely then we already cut off. Wiseco and JE shelf pistons usually do not have the valve relief that CP shelf pistons do. Most CP shelf piston will allow .010-.015 off the cylinder and .015-.020 off the head with adequate piston to valve clearance.

-
Place a small piece of modeling clay or Play Doh in the valve pockets of the piston. Overlap the clay over the edge of the valve relief to ensure that your piston will clear oversize valves if you are running them. Spray a small amount of WD-40 or oil on your finger and coat the top of the clay so that the valves leave their impression in the clay, but do not pick it up off the piston.
-
Now that our deck height is set we can move onto clay checking the motor. This step is very important, none of us want to see the valves throw a party in the combustion chamber. We clay check with an old headgasket to get a more accurate reading, and new headgaskets should not be torqued down numerous times. We have our Demon Pro head all shimmed up and ready to install on the motor with running lash .006/.009. Shimming a new head on the bench is always recommended if possible to avoid dropping shims down into the cam chain galley. For this head we will be running/clay checking with the Web 208/921, 36 Del West flat face Ti and Ferrea 31 stainless exhaust.
-
Re-install the cylinder in the same order as before, tighten down, and measure the deck height again. This time we come up with .013 on our calipers. We add the .027 for the headgasket and wind up right where we wanted at our .040. The usual amount removed from the bottom of the cylinder is .010-.015 for most pistons depending on manufacturer, please remember I added base gaskets to get the illustrations.
-
This illustrates an incorrect deck height at .041 on our calipers. We want .040 total so we know our current deck height is .041+.027 with our headgasket. With .068 we now know that .028 needs to come off the bottom of the cylinder for a correct deck height measurement. At this point remove the cylinder, and find a local machine shop that has means to cut the bottom of the cylinder. Do not try to cut the top of the cylinder, it will chip the Nikasil. Chucked up in the lathe to cut and after cutting we smooth out any sharp edges with a piece of Scotchbrite.
-
Now that the motor is on TDC we will measure the piston on the intake and exhaust sides. When measuring the intake side, push down on the exhaust side, to account for piston rock. We shoot for .040 total and that includes the .027 OEM or Cometic style MLS head gasket. So, we want the piston to be roughly .013 in the hole. I don't see any reason to run it any closer than .040, you decrease Piston to Valve clearance, increase the chance of the piston hitting the head, which will break the rod, and rod stretch. We use a set of digital calipers, Vernier or dial calipers, and a depth gauge will work fine as well.
-
Next, take out the timing plug on the clutch side cover (10mm allen head) and you will be looking for a punch mark on the crank gear. Rotate the crank with an 8mm allen to align the punch mark with the arrow on the side cover.
-
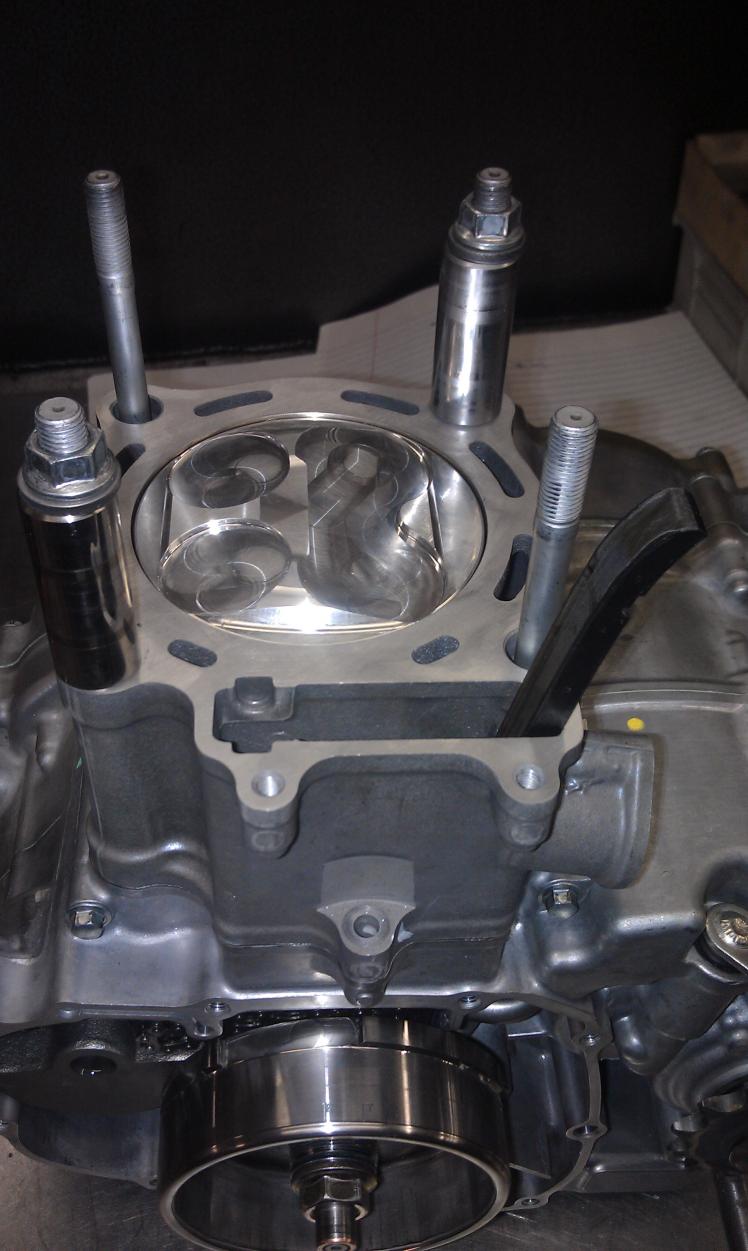
Finally had a little time to get some of this together for you guys. This motor is for one of my QuadCross Pro riders that we just finished up, so here goes... Disclaimer: The deck height was already set on this motor before I remembered to have someone take pics as it went together, so I put a couple base gaskets back under the cylinder to simulate an incorrect deck height. Setting the deck height: Install the base gasket with the alignment dowels on the cases, and install the piston onto the rod. Next, slide the cylinder on, rings are not needed at this point. I use a couple old wrist pins to tighten the cylinder down to ensure that the cylinder is nice and flat.
-
1.) The more things you fix on a TRX head the more it's going to flow. The port shape will always be my main concern. The velocity and CFM will come in time with working the shape and size of the ports. Smooth, long radiuses, no sharp edges, no waves, dead air, etc etc are all things to take care of. We see a lot of "big number" CFM heads talked about, which is great, but it doesn't show anything about how it got to that number. Remember low lifts are seen twice, max lift is only seen once. Also, the stability of the air and making sure it doesn't back up at any time during testing through .450 lift is much more important than a big CFM number. 2.) The DASA ring and filter work very well on the 04-05 TRXs. 3.) DASA and the FCI filters will get most to where they need to be. The RE filter will make slightly more power, but the filter is far to long to fit into the stock airbox, so for people who ride in mud and/or water and need to keep the box, it's not a viable option. 4.) We make custom maps for all types of motors. With the TRX we have built enough to know a range of timing and where it needs to step to on each build. The Dyna is not for all builds though. For example, a pump gasser with modest compression will like the 40* of timing that a stock CDI box has, while a bigger motor in the 500+ range will want timing pulled, otherwise it will fight itself on top. Fuels also play a huge roll in timing. Oxy fuels will require a lot less timing due to their lower octane ratings, otherwise the motor will push the headgasket out. We charge $50 for custom Dyna curve mapping. 5.) The misconception with the TRX heads is that they need epoxy, especially the 04-05 heads. They do not NEED epoxy. You can go over 300 without a drop of it. Will it be as stable as a head that uses epoxy to fix port shapes? No. I see a lot of epoxy being added for the wrong reasons. Epoxy is used to fix dead air on the roof, increase radiuses (sharp radiuses will push fuel away and coagulate on the floor) and to increase the SSR. The motor size for us dictates port widths, volumes in CCs, and valve size. Think I got all your questions, let me know if I didn't, it's been a crazy couple of weeks.
-
So inspite of being knee-deep in work right now I thought I would jump on here and ask you guys a few questions. Who here would be interested in learning some more about building motors and learning new things about how to set deck height, clay checking, cam timing, etc. We had a couple customers recently complain about our CNC head, but neither could tell me where the deck height was set, where the cam timing was set at, where the ignition timing was, NOTHING! Bugs me beyond belief. I walked one guy through all the small details that all add up when building a motor and guess what, motor went from 56 to 62 as a stockbore. Motors are all about components used, and how they work together, the numbers will always reflect that.
-
Also looking for a stock 04-05 motor that we would be willing to trade parts towards. Phoenix local will get a price break, and installation is available.
-
The 8 Hauler will be slower. We don't put 8 Haulers on bikes until the 75 HP range.